
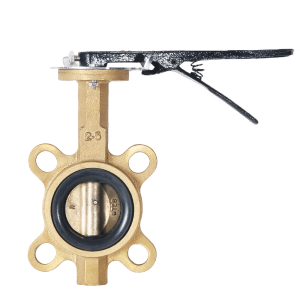
Змінний алюмінієвий ручний важіль-метелик-клапан з сидінням EPDM



Деталі продукту
| Розмір, номінальний тиск та стандарт | |
| Розмір | DN40-DN1200 |
| Номінальний тиск | PN10, PN16, CL150, JIS 5K, JIS 10K |
| ЗПСШ віч-на-віч | API609, BS5155, DIN3202, ISO5752 |
| З'єднання STD | PN6, PN10, PN16, PN25, 150 фунтів, JIS5K, 10K, 16K, ГОСТ33259 |
| Верхній фланець STD | ISO 5211 |
| Матеріал | |
| Тіло | Чавун (GG25), ковкий чавун (GGG40/50), вуглецева сталь (WCB A216), нержавіюча сталь (SS304/SS316/SS304L/SS316L), дуплексна нержавіюча сталь (2507/1.4529), бронза, алюмінієвий сплав. |
| Диск | DI+Ni, вуглецева сталь (WCB A216), нержавіюча сталь (SS304/SS316/SS304L/SS316L), дуплексна нержавіюча сталь (2507/1.4529), бронза, DI/WCB/SS з епоксидним покриттям/нейлон/EPDM/NBR/PTFE/PFA |
| Шток/Вал | SS416, SS431, SS304, SS316, дуплексна нержавіюча сталь, монель |
| Сидіння | NBR, EPDM/REPDM, PTFE/RPTFE, Вітон, Неопрен, Гіпалон, Силікон, PFA |
| Втулка | ПТФЕ, бронза |
| Кільце ущільнювача | NBR, EPDM, FKM |
| Привід | Ручний важіль, коробка передач, електричний привід, пневматичний привід |
Дисплей продукту





Перевага продукту
Наші сідла клапана виготовлені з імпортної натуральної гуми, понад 50% якої міститься всередині. Сідло має хороші еластичні властивості та тривалий термін служби. Його можна відкривати та закривати понад 10 000 разів без пошкодження.
Сідло клапана має широкий край, ущільнювальний зазор ширший, ніж у звичайного типу, що полегшує герметизацію з'єднання. Ширше сідло також легше встановлювати, ніж вузьке. Напрямок штока сідла має виступ з ущільнювальним кільцем ущільнювача, що забезпечує друге ущільнення клапана.
Сідло клапана з 3 втулками та 3 ущільнювальними кільцями допомагає підтримувати шток та гарантує герметичність.
Болти та гайки виготовлені з матеріалу ss304 з підвищеним захистом від іржі.
Ручка клапана виготовлена з ковкого чавуну, що є антикорозійнішим, ніж звичайна ручка. Пружина та штифт виготовлені з матеріалу ss304. Ручка має напівкруглу структуру, що забезпечує приємні відчуття на дотик.
Штифт дросельного клапана використовує тип модуляції, має високу міцність, стійкість до зносу та безпечне з'єднання.
Клапан наноситься методом епоксидного порошкового фарбування, товщина порошку становить щонайменше 250 мкм. Корпус клапана слід нагрівати протягом 3 годин при температурі 200℃, а порошок повинен затвердіти протягом 2 годин при температурі 180℃.
Після природного охолодження клейкість порошку вища, ніж у звичайного типу, гарантія відсутності зміни кольору протягом 36 місяців.
Пневматичний привід має подвійну поршневу структуру, з високою точністю та ефективністю, а також стабільним вихідним крутним моментом.
ZFA Valve суворо відповідає стандарту API598, ми проводимо обидві сторони випробувань під тиском для всіх клапанів на 100%, гарантуючи нашим клієнтам 100% якість клапанів.
Компанія ZFA Valve спеціалізується на виробництві клапанів вже 17 років. Завдяки професійній виробничій команді ми можемо допомогти нашим клієнтам досягти ваших цілей завдяки стабільній якості.
Всі корпуси клапанів відлиті методом точного лиття, з DI, WCB, нержавіючої сталі та багатьох інших матеріалів, з ідеальним зовнішнім виглядом, кожна партія має свій номер ливарної печі, що легко відстежується для захисту матеріалу.
Гарячі продажі продуктів









Категорії продуктів
-
Латунно-бронзовий клапан-метелик
-

DN80 Роздільний корпус PTFE Повністю підкладений Вафельний метелик...
-

Черв'ячна передача з канавкою, метелик-клапан, пожежний сигнал...
-

Клапан-метелик вафельного типу з алюмінієвою ручкою
-

Електричний фланцевий кран-метелик з вулканізованим сидінням WCB...
-

DN100 4-дюймовий жорсткий задній сидіння вафельний корпус-метелик...





