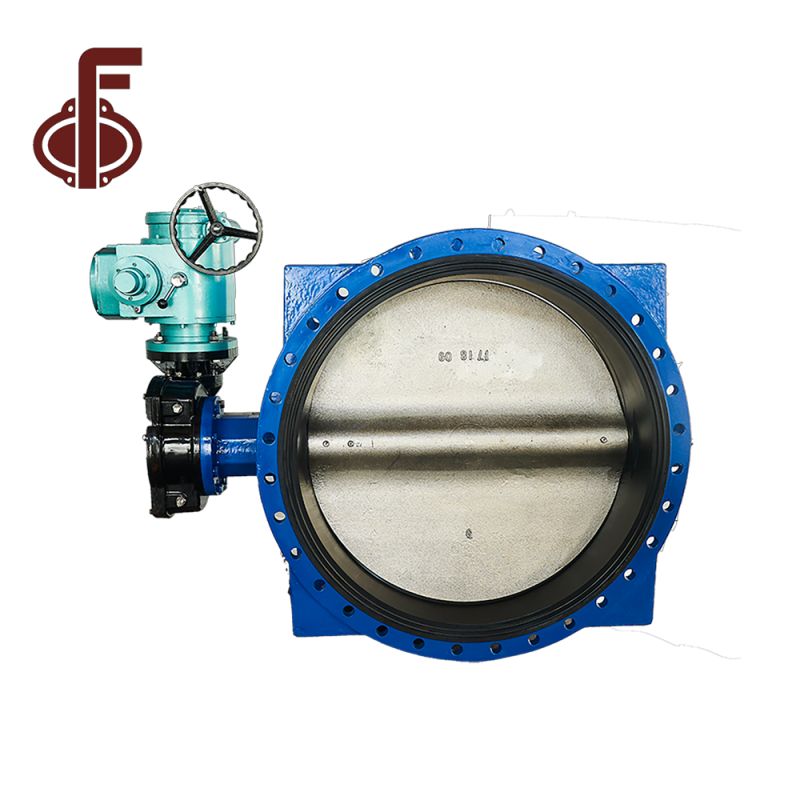



Електричні фланцеві дросельні клапани великого діаметра



Деталі продукту
| Розмір, номінальний тиск та стандарт | |
| Розмір | DN40-DN4000 |
| Номінальний тиск | PN10, PN16, CL150, JIS 5K, JIS 10K |
| ЗПСШ віч-на-віч | API609, BS5155, DIN3202, ISO5752 |
| З'єднання STD | PN6, PN10, PN16, PN25, 150 фунтів, JIS5K, 10K, 16K, ГОСТ33259 |
| Верхній фланець STD | ISO 5211 |
| Матеріал | |
| Тіло | Чавун (GG25), ковкий чавун (GGG40/50), вуглецева сталь (WCB A216), нержавіюча сталь (SS304/SS316/SS304L/SS316L), дуплексна нержавіюча сталь (2507/1.4529), бронза, алюмінієвий сплав. |
| Диск | DI+Ni, вуглецева сталь (WCB A216), нержавіюча сталь (SS304/SS316/SS304L/SS316L), дуплексна нержавіюча сталь (2507/1.4529), бронза, DI/WCB/SS з епоксидним покриттям/нейлон/EPDM/NBR/PTFE/PFA |
| Шток/Вал | SS416, SS431, SS304, SS316, дуплексна нержавіюча сталь, монель |
| Сидіння | NBR, EPDM/REPDM, PTFE/RPTFE, Вітон, Неопрен, Гіпалон, Силікон, PFA |
| Втулка | ПТФЕ, бронза |
| Кільце ущільнювача | NBR, EPDM, FKM |
| Привід | Ручний важіль, коробка передач, електричний привід, пневматичний привід |
Дисплей продукту






Перевага продукту
Маркувальна пластина розташована збоку корпусу клапана, її легко спостерігати після встановлення. Матеріал пластини - SS304, з лазерним маркуванням. Для кріплення використовуються заклепки з нержавіючої сталі, що забезпечує чистоту та герметичність.
Болти та гайки виготовлені з матеріалу ss304 з підвищеним захистом від іржі.
Ручка клапана виготовлена з ковкого чавуну, що є антикорозійнішим, ніж звичайна ручка. Пружина та штифт виготовлені з матеріалу ss304. Ручка має напівкруглу структуру, що забезпечує приємні відчуття на дотик.
Штифт дросельного клапана використовує тип модуляції, має високу міцність, стійкість до зносу та безпечне з'єднання.
Конструкція штока без штифта має структуру, що запобігає продування, шток клапана має подвійне кільце для перемикання, що не тільки компенсує помилку встановлення, але й запобігає продування штока.
Для кожного продукту ZFA є звіт про матеріали для основних частин клапана.
Корпус клапана ZFA використовує міцний корпус клапана, тому вага вища, ніж у звичайного типу.
Клапан фарбується епоксидною порошковою смолою товщиною щонайменше 250 мкм. Корпус клапана слід нагрівати 3 години при температурі 200℃, а порошок повинен тверднути 2 години при температурі 180℃.
Після природного охолодження клейкість порошку вища, ніж у звичайного типу, гарантія відсутності зміни кольору протягом 36 місяців.
Пневматичні приводи мають подвійну поршневу структуру, що забезпечує високу точність та ефективність, а також стабільний вихідний крутний момент.
Випробування корпусу: Випробування корпусу клапана здійснюється під тиском, що в 1,5 раза перевищує стандартний тиск. Випробування слід проводити після встановлення, коли диск клапана наполовину закритий, що називається випробуванням на тиск корпусу. Сідло клапана працює під тиском, що в 1,1 раза перевищує стандартний тиск.
Спеціальний тест: Відповідно до вимог замовника, ми можемо провести будь-який необхідний вам тест.
Гарячі продажі продуктів









Категорії продуктів
-

Електричний гумовий повний фланець типу "метелик"...
-

Пневматичний позиціонер DN100 PN16 E/P з фіксатором...
-

Двоваловий метелик-клапан PN16 DN600
-

DN100 EPDM повністю футерований клапан-метелик з вафельною обшивкою...
-

DN800 DI Однофланцевий клапан-метелик з вафельним покриттям
-

Полірована високопродуктивна пластина з нержавіючої сталі...





