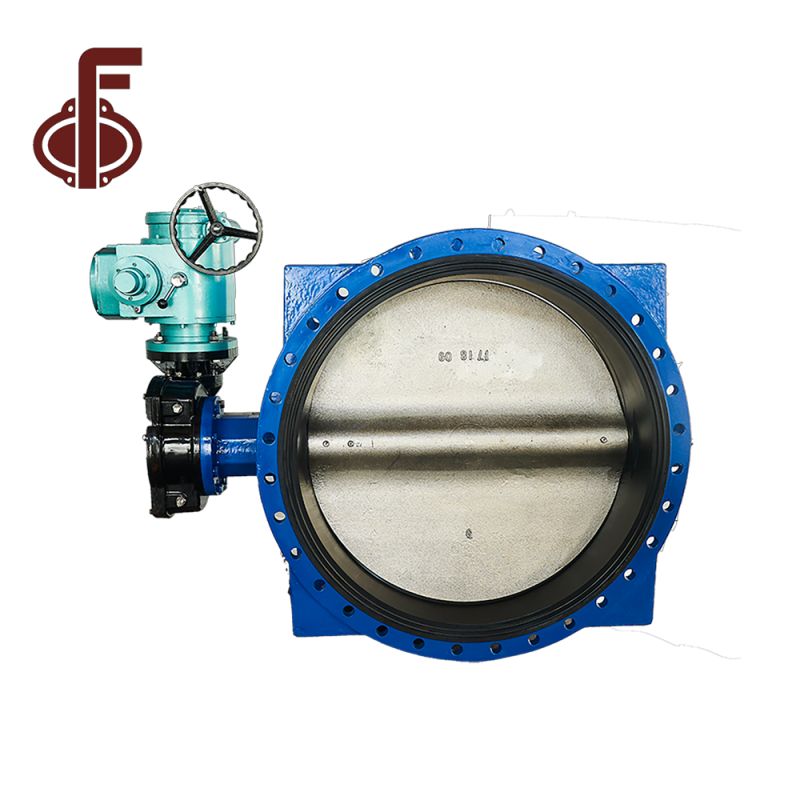




Електричні фланцеві поворотні клапани



Деталі продукту
| Розмір, номінальний тиск і стандарт | |
| Розмір | DN40-DN4000 |
| Номінальний тиск | PN10, PN16, CL150, JIS 5K, JIS 10K |
| Віч-на-віч ЗПСШ | API609, BS5155, DIN3202, ISO5752 |
| Підключення STD | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, ГОСТ33259 |
| Верхній фланець STD | ISO 5211 |
| матеріал | |
| Тіло | Чавун (GG25), ковкий чавун (GGG40/50), вуглецева сталь (WCB A216), нержавіюча сталь (SS304/SS316/SS304L/SS316L), дуплексна нержавіюча сталь (2507/1.4529), бронза, алюмінієвий сплав. |
| Диск | DI+Ni, вуглецева сталь (WCB A216), нержавіюча сталь (SS304/SS316/SS304L/SS316L), дуплексна нержавіюча сталь (2507/1.4529), бронза, DI/WCB/SS з епоксидним покриттям/нейлон/EPDM/NBR/ PTFE/PFA |
| Шток/вал | SS416, SS431, SS304, SS316, дуплексна нержавіюча сталь, монель |
| Сидіння | NBR, EPDM/REPDM, PTFE/RPTFE, Viton, Neoprene, Hypalon, Silicon, PFA |
| Втулка | PTFE, бронза |
| O Ring | NBR, EPDM, FKM |
| Актуатор | Ручний важіль, коробка передач, електричний привід, пневматичний привід |
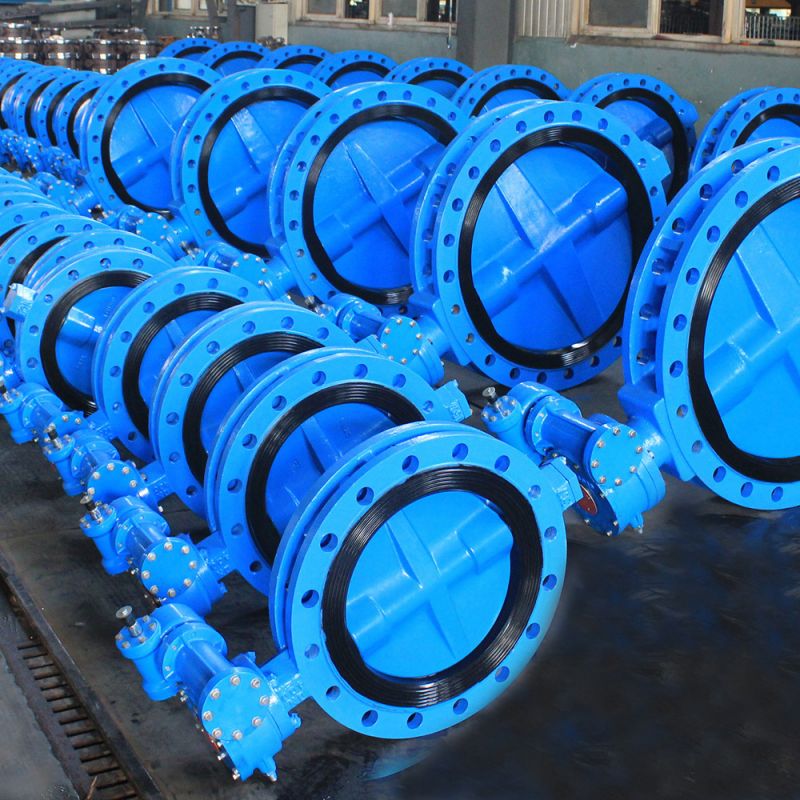
Відображення продукту





Перевага продукту
Маркувальна пластина, розташована з боку корпусу клапана, легко спостерігати після встановлення.Матеріал пластини SS304, з лазерним маркуванням.Ми використовуємо заклепку з нержавіючої сталі, щоб виправити його, робить його чистим і затягуючим.
Для болтів і гаек використовується матеріал ss304 з вищим захистом від іржі.
Ручка клапана використовується з ковкого чавуну, є антикорозійною, ніж звичайна ручка.Для пружини та шпильки використовується матеріал ss304.Частина ручки використовує структуру півкола з хорошим відчуттям дотику.
Поворотний затвор використовує тип модуляції, високу міцність, зносостійкість і безпечне з'єднання.
Конструкція штока без шпильки має структуру проти вибуху, шток клапана використовує кільце з подвійним стрибком, що не тільки може компенсувати помилку в установці, але також може зупинити здування штока.
Кожен продукт ZFA має звіт про матеріали для основних частин клапана.
Корпус клапана ZFA використовує твердий корпус клапана, тому вага вища, ніж звичайний тип.
Клапан використовує процес епоксидного порошкового фарбування, товщина порошку становить щонайменше 250 мкм.Корпус клапана повинен нагріватися протягом 3 годин при температурі 200 ℃, порошок повинен затвердіти протягом 2 годин при температурі 180 ℃.
Після природного охолодження клей порошку вище, ніж у звичайного типу, що гарантує відсутність зміни кольору протягом 36 місяців.
Пневматичні приводи мають подвійну поршневу структуру з високою точністю та ефективністю та стабільним вихідним крутним моментом.
Випробування корпусу: під час випробування корпусу клапана використовується тиск, що в 1,5 рази перевищує стандартний тиск.Випробування слід проводити після встановлення, диск клапана наполовину закритий, називається випробуванням тиску тіла.Сідло клапана використовує тиск, що в 1,1 рази перевищує стандартний тиск.
Спеціальний тест: відповідно до вимог замовника ми можемо зробити будь-який потрібний вам тест.
Гаряча продукція









Категорії товарів
-

Черв'ячна передача Вафельний дисковий клапан
-

Подовжувач штока Вафельний дисковий клапан
-

Черв'ячний редуктор вафельний поворотний клапан з нейлоновою...
-

Фланцевий поворотний клапан з опорними ніжками
-

Ручний важіль, що приводиться в дію з ковкого чавуну.
-

Вафельний дросельний клапан з електричним приводом





